
Our Products Line includes:
-
Vapor-Compression Chiller:
A Vapor-Compression Chiller is a refrigeration system that operates by compressing vaporized refrigerant, increasing its pressure and temperature. The compressed vapor is then condensed into a liquid, releasing heat, before passing through an expansion valve where it undergoes a pressure drop, resulting in cooling.
MHM Engineering takes pride in offering comprehensive chiller support services, ensuring that our clients have access to top-of-the-line cooling solutions tailored to their specific needs. To fulfill this commitment, we employ a multifaceted approach that combines local manufacturing capabilities with strategic imports from renowned global suppliers.
In Bangladesh, we have established our own manufacturing facilities to produce high-quality chillers that meet international standards of performance and reliability. Additionally, we leverage our extensive network and partnerships to import branded chillers from leading manufacturers in the USA, Malaysia, Hong Kong, and China. This dual strategy allows us to offer a diverse range of options to our clients, catering to various budgets, specifications, and preferences.
MHM Engineering takes pride in being the 1st Vapor-Compression Chiller exporter from Bangladesh, a testament to our dedication to pioneering innovation and excellence in the industry. This milestone underscores our commitment to showcasing the technological prowess and manufacturing capabilities of Bangladesh on the global stage.
While we are deeply rooted in serving the native market, our vision extends far beyond national borders. We are actively engaged in exporting our premium chiller products to other nations, contributing to the advancement of industrial cooling solutions worldwide. With a focus on quality, reliability, and customer satisfaction, MHM Engineering is poised to continue making significant strides in the global market while remaining a trusted partner for businesses at home and abroad.
We offer both Air Cooled and Water Cooled Vapor-Compression Chillers, backed by our commitment to rapid support. Our range ensures efficient cooling solutions tailored to diverse industrial needs.
Air Cooled Chiller Water Cooled Chiller
-
Vapor-Absorption Chiller:
A Vapor-Absorption Chiller is a type of refrigeration system that utilizes a solution of refrigerant and absorbent to produce cooling. Unlike vapor-compression chillers, it doesn’t rely on a mechanical compressor. Instead, it uses heat, typically supplied by a heat source like natural gas or waste heat, to drive the absorption process. This process involves absorbing vaporized refrigerant into the absorbent solution, which then releases heat and regenerates the refrigerant for reuse.
In our commitment to delivering comprehensive and energy-efficient solutions, MHM Engineering has integrated Vapor-Absorption Chillers into our offerings. By incorporating this advanced technology, we provide our customers with a sustainable and cost-effective cooling solution that not only benefits their factory operations but also contributes to conserving national utilities.
The utilization of Vapor-Absorption Chillers is a strategic move aimed at optimizing energy consumption and reducing overall operational costs for our clients. Unlike traditional vapor-compression chillers, which rely on mechanical compressors powered by electricity, Vapor-Absorption Chillers operate using heat as the driving force. This heat can be sourced from various sources, including waste heat from industrial processes or renewable energy such as solar or biomass. By harnessing heat energy instead of electricity, Vapor-Absorption Chillers offer significant energy savings and help mitigate the strain on the country’s utility infrastructure.
Moreover, MHM Engineering doesn’t stop at providing innovative cooling solutions alone. We understand that a holistic approach is necessary to ensure optimal performance and efficiency. Therefore, we offer complete piping, plumbing, and ducting solutions alongside our Vapor-Absorption Chillers. This comprehensive approach ensures seamless integration of cooling systems into our clients’ facilities, maximizing efficiency and minimizing energy wastage.
With MHM Engineering’s integrated approach, our customers can rest assured that they are not only receiving cutting-edge cooling technology but also comprehensive support to enhance their operational efficiency while contributing to national energy conservation efforts.
-
Induced Draft Evaporative Cooling Tower:
An Induced Draft Evaporative Cooling Tower is a heat rejection device that uses water evaporation to cool process water in industrial applications. It employs a fan located at the top of the tower to draw air through the tower, creating a draft that enhances the evaporation process. As water cascades overheat exchange surfaces, heat is transferred to the air, lowering the water temperature before recirculation.
We Manufacture and Import 5 types of Cooling Tower:
MHM Engineering manufactures and imports four types of cooling towers. Our range includes Counter Flow Bottle, Counter Flow Square type, Counter Flow Square Splash, Cross Flow Rectangular, and Cross Flow Rectangular Splash, each designed to meet diverse industrial cooling requirements efficiently and effectively.
-
Induced Draft Counter Flow Evaporative Bottle Type Cooling Tower (MRT Series):
An Induced Draft Evaporative Counter Flow Bottle Cooling Tower is a heat rejection device that efficiently cools water through the evaporation process. It employs a counter flow design, where water flows downward while air moves upward, maximizing contact and heat transfer. Additionally, an induced draft fan at the top of the tower enhances airflow, drawing air through the tower and further optimizing cooling efficiency in industrial and commercial applications.

Advantages
- Efficient Heat Transfer: Their design facilitates efficient heat transfer due to the counter flow arrangement, where the water flows downwards while the air moves upwards, maximizing contact between the air and water for effective cooling.
- Compact Footprint: These cooling towers typically have a compact footprint compared to other types, making them suitable for installations where space is limited.
- Energy Efficiency: They often require less fan power compared to other types of cooling towers, resulting in lower energy consumption and operational costs.
- Reduced Water Usage: Counter flow bottle type cooling towers typically operate at lower water temperatures, reducing water evaporation and thus water consumption compared to other cooling tower configurations.
- Enhanced Performance in High Temperature Environments: They are particularly effective in environments with high ambient temperatures, as they can maintain efficient cooling performance even under challenging conditions.
- Minimal Plume Formation: Due to their design and operation, counter flow bottle type cooling towers produce minimal plume, reducing the potential for visual impact and water loss through drift.
- Resistance to Freezing: These cooling towers are less susceptible to freezing compared to some other types, making them suitable for use in colder climates or applications where freezing temperatures may occur.
- Versatility: They can be customized to accommodate various flow rates, water temperatures, and environmental conditions, making them suitable for a wide range of industrial and commercial applications.
Overall, counter flow bottle type cooling towers offer an efficient, reliable, and cost-effective solution for cooling water in diverse industrial processes while minimizing environmental impact and operating expenses.
2. Induced Draft Counter Flow Evaporative Square Type Cooling Tower (MRTH Series):
An Induced Draft Counter Flow Evaporative Square Type Cooling Tower is a heat rejection device that efficiently cools water using a counter flow design. It features a square shape and utilizes induced draft fans to enhance airflow, maximizing cooling efficiency in industrial applications.

Advantages
- Efficient Heat Transfer: The counter flow design maximizes heat transfer efficiency by ensuring optimal contact between the air and water, leading to effective cooling.
- Space Efficiency: The square shape of the cooling tower allows for efficient use of space, making it suitable for installations where footprint is a concern.
- Structural Stability: The square design provides inherent structural stability, ensuring the cooling tower can withstand various environmental conditions.
- Enhanced Cooling Performance: Induced draft fans located at the top of the tower enhance airflow, improving cooling performance and efficiency.
- Minimized Water Drift: The counter flow design minimizes water drift, reducing water loss and ensuring efficient operation.
- Versatility: Suitable for a wide range of industrial applications due to its efficient cooling capabilities and adaptable design.
- Energy Efficiency: Utilizes induced draft fans to draw air through the tower, reducing energy consumption compared to other cooling tower configurations.
- Reduced Environmental Impact: By minimizing water drift and optimizing cooling performance, the cooling tower helps reduce environmental impact and conserve resources.
- Reliable Operation: Designed for durability and reliability, ensuring consistent performance in demanding industrial environments.
- Rapid Support: Supported by a responsive service team, providing rapid assistance and maintenance to minimize downtime and ensure uninterrupted operation.
3. Induced Draft Counter Flow Evaporative Square Splash Type Cooling Tower:
The Induced Draft Counter Flow Evaporative Square Splash Type Cooling Tower is a specialized heat rejection system designed for industrial cooling applications, particularly suited for handling dirty water. Featuring a square configuration for structural stability and space efficiency, it employs a counter flow design to maximize heat transfer efficiency. Additionally, the tower is equipped with splash-type fill material, which effectively filters out contaminants from the water, ensuring reliable and efficient cooling performance even in environments with compromised water quality.

Advantages
- Extremely Low Maintenance: Utilizing splash-type fill material, this cooling tower effectively cools highly contaminated water while remaining operational without the risk of blockages. Its robust design enables operation in high temperatures, ensuring reliable performance with minimal maintenance requirements.
- Improved Heat Transfer: The counter flow design maximizes heat transfer efficiency, allowing for effective cooling even with dirty water, maintaining optimal process temperatures.
- Minimized Clogging: Splash-type fill material helps prevent clogging caused by debris or contaminants, reducing maintenance requirements and ensuring uninterrupted operation.
- Enhanced Durability: Designed to withstand the challenges posed by dirty water, the cooling tower is constructed with robust materials for long-term reliability and durability.
- Reduced Fouling: The splash-type fill design minimizes fouling on heat exchange surfaces, prolonging the lifespan of the cooling tower and reducing the need for frequent cleaning.
- Energy Efficiency: Despite handling dirty water, the cooling tower maintains energy efficiency by optimizing heat transfer and airflow, resulting in lower operational costs.
- Adaptability: Suitable for various industrial applications where water quality may be compromised, offering versatility and flexibility in cooling solutions.
- Environmental Compliance: By effectively handling dirty water, the cooling tower helps maintain environmental compliance by preventing contaminants from entering the surrounding ecosystem.
- Cost Savings: Reduced maintenance requirements and increased operational reliability result in cost savings over the lifespan of the cooling tower.
- Rapid Support: Backed by a responsive service team, providing rapid assistance and maintenance to address any issues promptly, ensuring continuous operation and minimizing downtime.
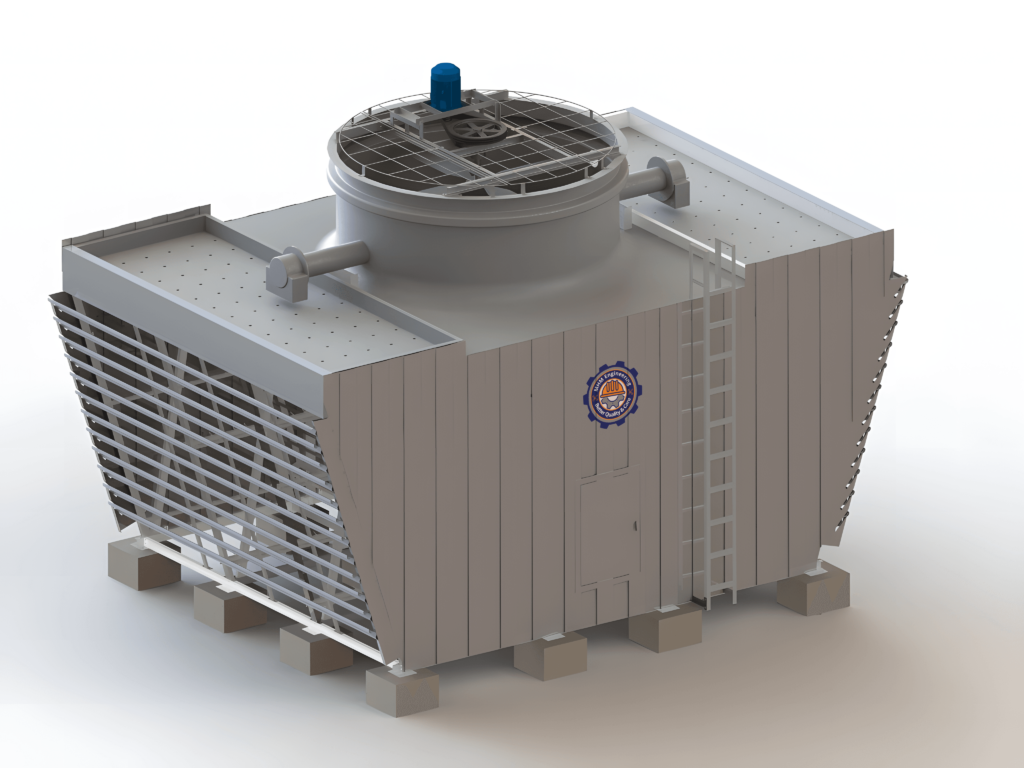
4. Induced Draft Cross Flow Evaporative Rectangular Cooling Tower:
The Induced Draft Cross Flow Evaporative Rectangular Cooling Tower is a specialized heat rejection system used in industrial cooling applications. It features a rectangular shape for efficient space utilization and utilizes a cross flow configuration, where air flows horizontally across the water flow. This design maximizes heat transfer efficiency and minimizes the risk of water contamination. Additionally, induced draft fans located at the top of the tower enhance airflow, ensuring effective cooling performance in various industrial settings.

Advantages
- Space Efficiency: Rectangular shape allows for efficient use of space, making it suitable for installations with limited footprint.
- Enhanced Heat Transfer: Cross flow design maximizes heat transfer efficiency by ensuring optimal contact between air and water.
- Reduced Risk of Contamination: Horizontal airflow minimizes the risk of water contamination, ensuring clean water supply for industrial processes.
- Versatility: Suitable for a wide range of industrial applications due to its efficient cooling capabilities and adaptable design.
- Structural Stability: Rectangular shape provides inherent structural stability, ensuring the tower can withstand various environmental conditions.
- Energy Efficiency: Utilizes induced draft fans to enhance airflow, reducing energy consumption and operational costs.
- Reliable Performance: Designed for durability and reliability, ensuring consistent cooling performance in demanding industrial environments.
- Minimal Maintenance: Simple design and efficient operation reduce maintenance requirements, saving time and resources.
- Environmental Compliance: Helps maintain environmental compliance by minimizing water contamination and conserving resources.
- Rapid Support: Supported by a responsive service team, providing rapid assistance and maintenance to ensure uninterrupted operation.
5. Induced Draft Cross Flow Evaporative Rectangular Splash type Cooling Tower:
The Induced Draft Cross Flow Evaporative Rectangular Splash Type Cooling Tower, specifically designed for use with dirty water, is a specialized heat rejection system utilized in industrial cooling applications. Featuring a rectangular shape for space efficiency, it employs a cross flow configuration where air flows horizontally across the water flow. Additionally, the tower incorporates splash-type fill material to effectively filter out contaminants from the water, ensuring reliable and efficient cooling performance even in environments with compromised water quality.
Advantages
- Extremely Low Maintenance: Utilizing splash-type fill material, this cooling tower effectively cools highly contaminated water while remaining operational without the risk of blockages.
- Resistant to High Temperatures: Its robust design enables operation in high temperatures, ensuring reliable performance with minimal maintenance requirements.
- Enhanced Heat Transfer: Cross flow design maximizes heat transfer efficiency, maintaining optimal process temperatures even with dirty water.
- Reduced Risk of Clogging: Splash-type fill material helps prevent clogging caused by debris or contaminants, minimizing maintenance requirements and ensuring uninterrupted operation.
- Space Efficiency: Rectangular shape allows for efficient use of space, making it suitable for installations with limited footprint.
- Structural Stability: Rectangular design provides inherent structural stability, ensuring the tower can withstand various environmental conditions.
- Energy Efficiency: Utilizes induced draft fans to enhance airflow, reducing energy consumption and operational costs.
- Reliable Performance: Designed for durability and reliability, ensuring consistent cooling performance in demanding industrial environments.
- Environmental Compliance: Helps maintain environmental compliance by minimizing water contamination and conserving resources.
Rapid Support: Supported by a responsive service team, providing quick assistance and maintenance to ensure continuous operation and minimize downtime.